Hybrid manufacturing and newly designed materials open new possibilities in production technology.
Dr Swen Zaremba
Technical University of Munich, Germany.
Combining the strengths of production processes
The component manufactured out of the tool is a flap using the resin transfer moulding process. Essentially a casting process in which liquid resin is injected into a carbon fibre textile in a closed mould under pressure. With high surface requirements for aerodynamic surfaces and a length of three metres, the moulds for components like this are challenging to design and manufacture as it is, but the project went beyond this.
Using large-scale AM using high-performance polymers, the mould shells were 3D printed and finished by milling in a hybrid manufacturing approach. This allows the mould to be functionalised with internal features to accelerate the cycle time and make the process more robust. Curved injection line guides give new freedom in positioning injection points, ensuring complete mould filling, and surface conformal fluid channels introduce heat where it’s needed shortening the production cycle. As AM produces a workpiece near its final shape, only a few millimetres had to be milled off the surfaces to ensure the required smooth finish. This reduces the mould production time to a few weeks rather than months and minimises material waste in the process, making otherwise expensive materials feasible.
Materials designed for AM
3D printing with polymers is increasingly difficult with higher material performance, but some applications require high-performing materials.
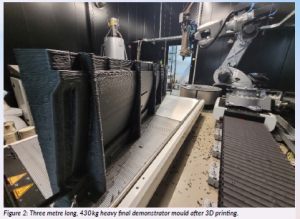
One of the highest performing polymer groups is the semi-crystalline polyaryletherketone (PAEK) group with members such as PEEK and PEKK, found in aerospace parts, medical implants, and even seals and pipes in deep sea oil extraction. These materials are difficult to print on small machines with sophisticated heated build chambers. Printing a three-metre-long mould in a single piece without such a chamber would be impossible if not for the newly designed materials for 3D printing.
New PAEK grades with slow crystallisation speeds offer the best of both worlds in polymers. During processing, the polymers stay amorphous for a long time, making them easy to process with high bonding strength between the layers and low warping. Yet, they develop the excellent properties desirable for parts upon crystallisation, like a longer lifespan of the mould thanks to the improved chemical and thermal stability. With these materials, an otherwise impossible process is not only feasible but stable enough to succeed on the first attempt in the project.
Changing the way we design
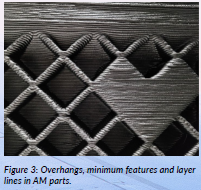
Finding the right material and getting it to work with your machine is not all that is necessary to make a part 3D printable. AM has design constraints that need to be considered just as established production processes have. What the draft angle or undercuts are to casting, or tool accessibility is to milling, is the maximum overhang and minimum feature size to 3D printing. Instead of creating a drilled hole by designing a block of material and then removing a cylinder from it, when designing a hole for AM, its space is left empty, and the material is added around it. Hybrid manufacturing using AM to create a workpiece for milling that will become a mould for casting requires high flexibility in design thinking. Drilled holes are always round and straight and can be precise enough for positioning pins. Printed holes can twist and turn and change their shape, following a curved surface or turning around a bend. If done correctly, hybrid manufacturing combines the strengths of both technologies in synergy for better and more functional parts:
- The resin inlets can be positioned where they are needed in casting, not where they are possible to machine by guiding the injection lines around bends in the part.
- Fluid channels follow the mould cavity in an optimised layout to minimise temperature inhomogeneity and flow resistance.
- Mould cavities have smooth surfaces without layer lines but come with the precision of milling.
- Standard pellet feedstock with fast procurement, but single piece mould shells without gaps between them and minimised assembly times.
Tooling, jigs and fixtures paving the way for AM adoption in industry
Designing an AM part as you would any other and viewing AM as an isolated process will never lead to an optimal solution. However, embracing the benefits of AM, considering its constraints and integrating it into a production chain has the potential to revolutionise how we make things. But before we see 3D printed aircraft or other vehicles, there is a lot left to learn about AM.
Tooling, jigs and fixtures are involved in almost every production process across industries. They are often very complex, sometimes one of a kind and, in most cases, the final customer will never know about them. This makes them ideal candidates to replace and gain experience in using AM without the risk of reputation loss, which would result in technology tiredness.
Starting in the protected environment of their own workshop, the risks of potential failure are manageable. Exposing a printed part to a production environment with solvents, high process temperatures and possibly high forces can be very challenging compared to already established products. If successful, AM can reduce the costs of existing processes and make them more competitive while at the same time gaining experience with the process and improving its reliability, repeatability and predictability.
The next development steps following the project will be the integration of continuous fibres to reduce the CTE of the mould to match the parts, potentially replacing nickel alloys like Invar in tooling, and the direct additive manufacture of secondary structural aircraft parts.
Figure legends
Figure 1: A 3D printed tool being milled to final shape and surface roughness.
Figure 2: Three metre long, 430 kg heavy final demonstrator mould after 3D printing.
Figure 3: Overhangs, minimum features and layer lines in AM parts.
Figure 4: Rendering of mould shell with visualised flow channels.
Article summary
Project title
Composite Mould Based on 3D Printing (COMBO3D)
Project summary
COMBO3D aimed to produce a mould for a passenger aircraft flaperon using 3D printing and high-performance polymers. Taking advantage of new design freedom, the mould was designed to be functionalised for a faster and more robust production process of the aerospace composite part.
Project lead
Patrick Consul currently conducts research in large-scale additive manufacturing at the Chair of Carbon Composites of the Technical University of Munich, investigating the process-induced material anisotropy. He leads the research topic for machine design and automation, focusing on automated production systems for composite materials.
Project partners
This project would not have been possible without the contributions of the project partners Victrex Ltd from the UK in material development, ALPEX Technologies in tooling design and machining, Leichtmetall-Kompetenzzentrum Ranshofen LKR in fluid channel optimisation and the Technical University of Munich large-scale AM, thermal simulation and design for additive manufacturing. The project topic was managed by Saab Aerostructures and funded under the Clean Sky 2 joint undertaking.
Contact details
Dr Swen Zaremba
Chair of Carbon Composites, Technical
University of Munich, Boltzmannstr. 15,
85748 Garching, Germany
Tel: +49 (0)89 / 289-15092
Email: info.lcc@ed.tum.de
Web: www.asg.ed.tum.de/en/lcc/public-projects/processing-technologies/combo3d-composite-mould-tool-based-on-3d-printing
Funding
This project has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No. 831851.